레이저 간섭계로 리니어 스케일 캘리브레이션 오차 검증
배경
정밀 리니어 스케일은 종종 비교기, 현미경, 측량 기계를 비롯한 높은 정확도의 길이 측정 장비에 효율적으로 사용되며 이들은 거리 및 이동의 정밀 측정을 위해 정확한 기준 마크를 제공합니다.
보통 유리로 만들어지는 리니어 스케일은 표면에 직선 스케일과 직각을 이루는 등간격의 평행한 라인이 정밀하게 각인되어 있습니다. 라인 스케일 눈금들 간 거리를 측정하고 검증하기 위해서는 높은 정밀도의 계측기가 필요합니다.
홍콩 특별행정구의 혁신기술부 소속 기관인 SCL은 홍콩 지역의 물리적 측정 기준을 수립하고 유지해야 하는 업무를 담당합니다.
SCL은 측정 표준 및 측정 계측기의 현지 사용자에게 교정 서비스를 제공하여 측정 작업을 정확하게 수행하고 관련 표준으로 작업을 정확하게 추적할 수 있도록 합니다.
SCL은 서브미크론 측정 정밀도를 달성할 수 있는 새로운 자동 리니어 스케일 캘리브레이션 시스템의 설계 및 제조를 목표로 삼았습니다. 이러한 시스템은 모든 장비에서 아주 미세한 각도 변위로 인해 발생하는 아베 오차와 환경 조건의 변동을 자동으로 보정할 수 있어야 했습니다.

과제
1890년 Zeiss의 Ernst Abbe가 제시한 아베의 원리는 ‘정렬의 원리’라고 불리며, 그 내용은 다음과 같습니다. “변위 오차를 방지하려면 측정 시스템을 공작물에서 변위(관련 길이)가 측정되는 라인과 동축에(즉, 일직선상에) 배치해야 한다.”
따라서 측정되는 지점이 측정 축으로부터 측면으로 분리되고 위치 결정 시스템이 각운동을 기준으로 할 때 아베 오차가 발생합니다. 이러한 오차로 인해 측정된 변위가 실제 변위보다 더 짧거나 긴 것처럼 보이게 됩니다. 측정된 지점과 측정 축의 공간 분리를 아베 오프셋이라고 합니다.
아주 간단한 예로는 캘리퍼 측정이 있습니다. 스케일 축과 측정 축 사이에(조 사이에 형성됨) 아베 오프셋이 존재합니다. 캘리퍼 직진도, 직각도 또는 ‘작동’과 관련한 모든 문제가 조의 각운동, 그리고 아베 오차로 이어집니다.
J.B. Bryan은 아베의 원리를 “기계 설계와 치수 계측에 대한 최초의 원리”라고 묘사했으며, 해당 원리를 기계적 측면에서 다음과 같이 재정의했습니다. “변위 측정 시스템은 변위가 측정되는 기능적 지점과 일직선상에 위치해야 한다. 이러한 배치가 불가능한 경우 변위를 전달하는 슬라이드웨이가 각운동이 없도록 하거나 각운동 데이터를 사용하여 오프셋의 결과를 계산해야 한다.”
간단히 말하면 기준선(일반적으로 0의 위치)과 대상 눈금 사이 거리를 측정하여 라인 스케일에서 눈금의 정확도를 측정합니다. 그런 다음 시스템이 라인 스케일 판독 위치를 계산하고 조정하여 아베 오차를 줄일 수 있도록 영상 분석과 보정 기술을 적용해야 합니다.
그러나 이러한 시스템을 실제로 사용할 때 실질적인 영향을 비롯해 설계의 다른 불확실성도 고려해야 합니다. 따라서 다양한 환경적, 인적 요인으로 인해 발생하는 오차를 효율적으로 보정하는 기능을 포함하는 것이 필수적입니다. 이 경우, SCL은 48층 건물의 35층에 위치하고 있어 바람과 차량에 의한 진동도 고려해야 했습니다.
자동화
작업자 입력에 따라 슬라이딩 스테이지가 대상 라인 측정에 대한 기본 위치로 이동합니다. 정지 상태가 되면 레이저 간섭계가 위치 데이터를 판독하고 카메라가 눈금이 매겨진 스케일의 이미지를 촬영합니다.
이후 촬영된 이미지는 현재 위치를 확보하기 위해 분석됩니다(영점의 위치에서 표시된 등간격의 픽셀 값까지의 거리 사용). 해당 위치는 계산된 실제 위치와 비교되며, 이후 시스템이 슬라이딩 스테이지에 위치의 미세 조정을 지시하여 차이를 보정합니다.
그 다음으로 간섭계가 위치 데이터의 또 다른 값을 판독합니다. 오차가 지정된 픽셀 범위 내에 있고 최종 라인 위치가 확보될 때까지 전체 프로세스가 여러 번 반복됩니다.

안정화된 정밀 레이저 소스
시스템 설계는 Renishaw XL-80 레이저 간섭계를 사용하여 셋업 과정에서 발생한 모든 종류의 각도 변위와 관련해 측정 시스템에 존재하는 아베 오차를 보정합니다. 이 단계는 슬라이딩 스테이지 선형성, 라인 스케일 배치 또는 반사기 위치 지정 등과 관련이 있습니다.
공칭 파장이 633 nm인 간섭계는 안정화된 정밀 레이저 소스와 정확한 환경 보정으로 ±0.5 ppm의 선형 측정 정확도를 보장합니다. 판독값은 최대 리니어 측정 속도 4 m/s, 리니어 분해능 1 nm의 조건에서 최대 50 kHz까지 측정됩니다. 최대 속도에서도 마찬가지입니다. 모든 측정 옵션은 간섭 측정값을 기반으로 하며 기록된 데이터의 정확성에 대한 높은 신뢰성을 제공합니다.
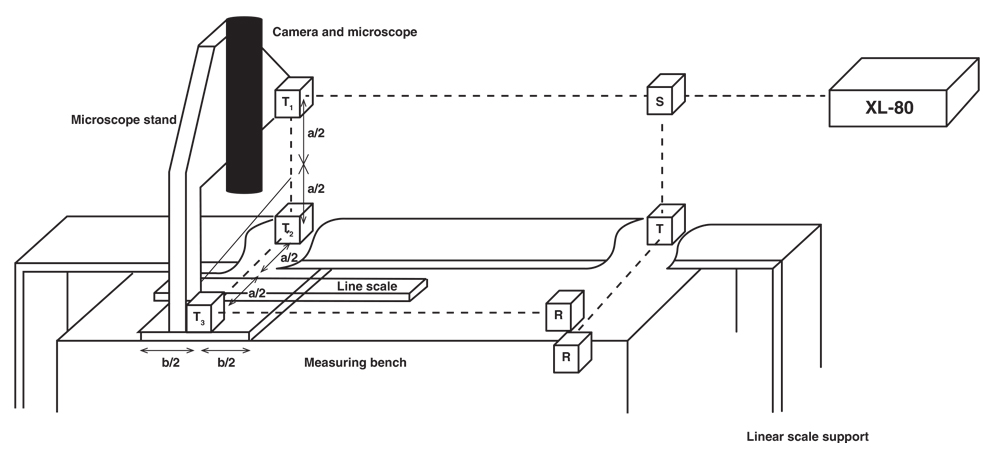
간섭계 셋업은 전형적인 선형 측정 구성을 활용합니다. 레이저 빔은 빔 분리기 S를 통과하면서 두 개의 경로로 분리되며, 하나의 경로는 전송 렌즈 T와 반사기 R을 통과해 레이저 소스 프로브로 돌아오는 기준 빔을 형성하고 다른 빔은 전송 렌즈 T1, T2, T3과 반사기 R을 통과하여 길이 변화 측정 빔을 형성합니다.
SCL 시스템에서 XL-80은 XC-80 보정기와 함께 사용되었습니다. 환경조건은 1mbar와 6%의 정확도를 갖는 내부의 압력 및 습도 센서와 각각 0.1°C, 0.2°C의 정확도를 갖는 세개의 금속 온도 센서와 한 개의 공기 온도 센서를 이용하여 측정됩니다.
솔루션
SCL의 측정 시스템 구성이 그림 1에 나타나 있습니다. 이 구성은 측정 기기가 고정 리니어 스케일 위 갠트리를 통해 이동하여 0의 위치와 리니어 스케일 눈금 사이 거리를 측정하는 변위 방법을 사용합니다. 전체 어셈블리가 공기로 인해 공중에 떠 있는 진동 감쇠 테이블에 장착되며 보다 나은 온도 프로파일 제어를 위해 외부 케이스가 사용됩니다.
측정은 AC/DC 모드 피에조 모터로 구동되는 슬라이딩 공기 베어링 스테이지에 장착된 고분해능 현미경, 모노 CCD 카메라, 픽셀 카운팅 소프트웨어 알고리즘을 통해 수행됩니다. 시스템의 슬라이딩 스테이지는 800 mm의 측정 거리와 20 nm의 반복 정도에서 0.9 µm의 선형성을 달성합니다. 최대 롤, 피치, 요는 각각 ± 0.5 arc-sec입니다.
그런 다음 SCL 시스템은 아베 오차를 보정하기 위해 J.B. Bryan의 견해를 기반으로 하는 접근법을 채택합니다. 각운동 데이터를 사용해서 보정값을 계산하는 대신 측정 축 양쪽에 있는 대칭적인 레이저 경로를 사용합니다. 이 방법을 사용하면 아베 오차로 인한 판독값의 증가 또는 감소로 이어지는 감지된 모든 각운동을 자동으로 보정할 수 있습니다.
결과
SCL은 정확도가 높은 자동 라인 스케일 캘리브레이션 시스템을 성공적으로 개발했습니다. 최대 750 mm의 길이의 라인 스케일을 지원하는 시스템의 측정 불확실도는 0.15 nm - 0.41 nm에 불과했습니다.
시스템 테스트에서 한국표준과학연구원 KRISS(Korean Institute of Standards and Science)가 검교정한 500 mm 유리 스케일이 캘리브레이션 시스템을 검증하기 위한 가공물로 사용되었습니다. 스케일 눈금과 영점 사이에 총 23개의 지점이 측정 대상으로 선택되었습니다.
이후 측정 결과를 KRISS에서 구한 값과 비교했습니다. 측정값의 차이는 모두 측정 불확실도 범위에 속했으며 정규화된 오차 비율인 0.7을 넘지 않았습니다.
해당 시스템에서 100mm의 거리를 기준으로 현미경 슬라이딩 스테이지의 피치 및 요 값이 5 arc-sec임에 따라 발생한 아베 오차의 RSS(Root-Sum-Square)를 계산하면 3.4 µm입니다. 심화 분석 결과 XL-80 간섭계의 통합으로 이러한 아베 오차 수치가 95% 감소했습니다.